


|
Scooped by
Philip Marris
onto TLS - TOC, Lean & Six Sigma November 13, 2021 12:32 PM
|

Sign up to comment

|
|
Scooped by
Philip Marris
onto TLS - TOC, Lean & Six Sigma November 13, 2021 12:32 PM
|

 Your new post is loading...
Your new post is loading... Your new post is loading...
Your new post is loading...
From
youtu

TLS = Good TOC + Good Lean + Good Six Sigma. Presentation by Philip Marris at the Theory Of Constraints annual congress in Frankfurt. It is argued that TLS enables companies to improve faster and reach even higher levels of performance than using one of the elements alone.
Test your knowledge of The Theory of Constraints! Via Philip Marris

Webinar presented by Philip Marris, CEO of Marris Consulting, and Theory Of Constraints and Lean expert, sharing his experience supporting numerous aerospace equipment manufacturers in their ramp-up projects.
Aeronautical OEMs: How to produce more despite a stressed-out Supply Chain. [...] Often singled out are the OEMs - Original Equipment Manufacturers -, who are struggling to keep up with the steep ramp up in demand. And the entire supply chain is impacted: lack of materials, but also often a lack of capacity and resources with rare skills. [...] This webinar provides you with the keys to successfully increasing production rates and delivery volumes, while simultaneously improving working conditions.
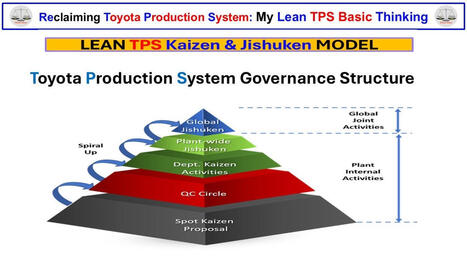
By the mid-1980s, Kaizen had been formalized, named, and exported as a standalone improvement practice. In that transition, Kaizen ceased to operate as a governed mechanism inside the Toyota Production System and began operating independently of the system that originally constrained and verified it

Richard Platt's curator insight,
February 7, 5:17 PM
By the mid-1980s, Kaizen had been formalized, named, and exported as a standalone improvement practice. In that transition, Kaizen ceased to operate as a governed mechanism inside the Toyota Production System and began operating independently of the system that originally constrained and verified it

The "2 for 1" rule to reduce Work In Progress and accelerate flow. A webinar hosted by Philip Marris, the founder and CEO of Marris Consulting. [...] The "2 for 1" rule is very simple: a new unit (such as a production order, an order, or a project) can only be launched into the system if two units have been previously released (finished).
Mukhtar Kadiri the host of the "PM Therapy Podcast" invited Philip Marris to discuss the challenges of project management. This is an extract where they discuss the main reasons why projects are late.

From
leanpub
Short, stand-alone stories inspired by the Theory of Constraints that reveal why systems fail despite smart people, hard work, and good intentions. Over 100 stories that you can read in any order. 405 pages. A collection of short stories about systems that look busy, responsible, and well-managed—yet quietly fail to move toward their goal. Each story offers a moment of recognition where seeing differently matters more than working harder. These stories can be read in any order. You can pick and choose the ones that interest you or read them all. A new (2026) publication. Published by LeanPub

Bob Emiliani's bibliography. A different way of presenting Lean and why it has not been adopted widely.

There is so much information on Demand Driven Materials Requirements Planning (DDMRP) out there in the public domain, it is difficult for somebody to know where to start their research.
If you work in manufacturing, sooner or later you will find someone who claims that lean manufacturing is all about Zero Defects. Or Zero Inventory. Or Zero Lead Time. Or Zero Whatever. This is bollocks! Zero Defects was a management fad from the 1960s that pops up regularly every now and then again. In this post we will look at what Zeros there really are in lean manufacturing – if any.
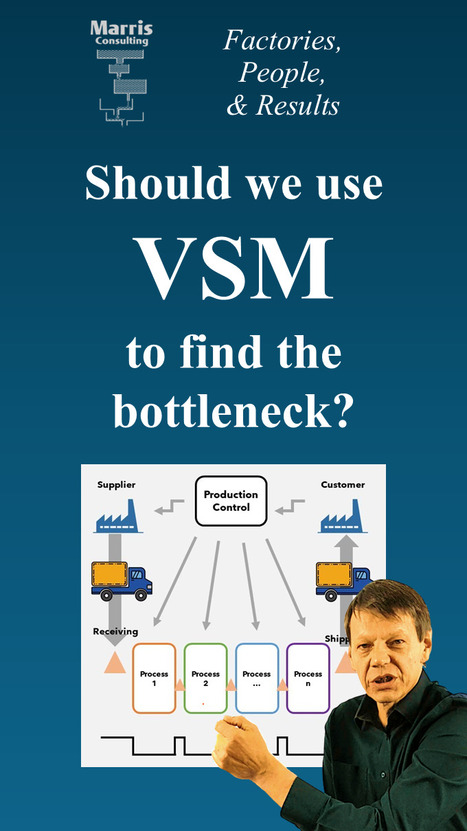
Why you should not use VSMs (Value Stream Mapping) to try and find the bottleneck in your factory. VSM is a powerful and widely used tool. It can be used to improve the speed and efficiency of the production of one product. But is is not the right tool to identify the bottleneck or capacity constraint in a production system. This short video explains why.

A video made in 1993 about Lean improvements led by Sid Joynson.

Bob Sproull and Bruce Nelson, both Systems Improvement Consultants lay out how they improve the profitability of organizations from all industry types.
Richard Platt's curator insight,
January 25, 2025 4:37 AM
Came across Bob Sproull and Bruce Nelson's book as Systems Improvement Consultants in 2010. They lay out how you too can improve the profitability of organizations of all types of industrial applications. -- I wasn't able to verify if it worked as advertised until I worked at Meggitt (an Aviation, Aerospace & Defense Firm) when I was the Senior Manufacturing Engineer (the only Mfg Engineer) for the Maintenance, Repair & Overhaul (MRO) Shop. -- We implemented and verified its applicability and value add when we used this methodology, along with Don Reinertsen's 2nd Generation Lean Six Sigma Product Flow Practices (another great Product & Process Improvement Book, that I highly recommend), and then we added in TRIZ a Systematic Innovation tools to make sure that we got all the systems, up the S-Curve of Performance, Functionality and at lower operating cost..." Bringing the Magic Together"...Got an annualized $8.16M in ROI for the shop...the MRO manager, Bobby Padilla, and Bernie Watson, the Factory GM, were astounded...It completely overturned the status quo POV of the Corporate Meggitt Continuous Improvement folks, where they considered what we did as a new BKM for Meggitt...Obviously, they had no idea that combining Lean Six Sigma methods could be improved. |
From
www
In this special edition of the WLEI Podcast, [...] former product development executive Jim Morgan to explore the lasting impact of The Toyota Product Development System: Integrating People, Process, and Technology, the groundbreaking book he co-authored with Jeff Liker. Two decades after its release, the insights that revealed Toyota’s unique approach to product development remain a cornerstone for any organization striving to become a great product company.

This is my second post on the excellent Fendt Cabin Plant in Asbach-Bäumenheim, which impressed me a lot with their efficiency and general organization.In my... [...] As always, I tried to estimate the percentage of value-added time (i.e., what percent of the time the worker at the assembly line adds value, and what percentage of the time was wasted with walking, waiting, searching, transporting, and so on). The results positively surprised me. According to my estimation, their total value-adding percentage was 56%. While this would put the plant in the middle of all my observations, they had this for a takt time of 9 minutes (540 seconds). The longer the takt time, the more difficult it is to become efficient, and for this takt time, their efficiency sticks out quite a bit. They were also more efficient than their main plant for the tractor assembly in Marktoberdorf. Below is the plot of percentage value-adding time versus takt time, with the Fendt plant in Asbach-Bäumenheim highlighted.

TOC4Finland has invited Philip Marris, CEO of Marris Consulting and a renowned expert in the Theory of Constraints and Lean, to their next meeting in March 2026. This is the continuation of Philip Marris' collaboration with the TOC community in Finland that dates back to his first conference in Helsinki in 2017.
The event brings together several international experts who will present advancements in the use of the Theory of Constraints, particularly with Artificial Intelligence, and case studies of the implementation of the Theory of Constraints and Critical Chain:
1) Case study: How Goldratt's rules were implemented at Fingrid (electricity transmission system operator), by Rami Saajoranta (in Finnish)
2) Case studies: Goldratt's Rules of Flow and Critical Chain by Georgijs Buklovskis (in English)
3) Relevance of the Theory of Constraints when using AI, by Sari Torkkola (in Finnish)
4) Combining the Theory of Constraints and Lean: 1 + 1 = 3, by Philip Marris (in English)
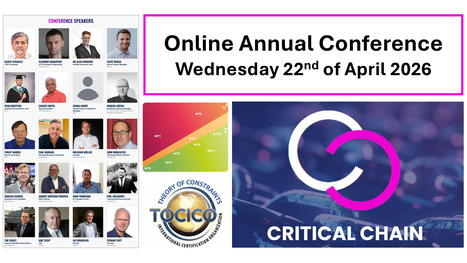
The Critical Chain Conference is the leading event for professionals applying Critical Chain Project Management (CCPM) and the Theory of Constraints to improve project delivery.
Critical Chain Annual Conference - April 22nd, 2026. Critical Chain 2026 brings together practitioners and leaders for a focused, one-day online event dedicated to improving how projects are executed. The event features practitioner-led sessions, peer-level discussion, and applied insight centered on improving execution performance across complex project environments.
From
tocpractice
An online conference of over 20 TOC oldies to speak about their time with Eliyahu Goldratt, and Eli’s impact on their lives. The link includes time stamping to go to a specific testimonial.
Operational excellence in the agri-food industry. A lot of the solutions proposed to improve operational excellence are aimed at the manufacturing industry. The specific constraints of the food industry are too often ignored. [...] Philip Marris presents how to adapt classical Operational Excellence to this industry, perspective supported by numerous missions in this industry over the past 20 years. [...] the products must remain fresh has historically forced these businesses to ensure good, rapid flow through their processes. [...] The factory type is nearly always a “V-Plant” with many more references of finished goods as there are different types of raw material. The classic pull flow control mechanisms such as Kanban will often be inapplicable. [...] For those industries that own the raw material (be it the apple trees or herds of cows) they are inexorably in a “push environment" where the challenge is to get the best margin from a given and uncontrollable quantity of incoming material. [...] The material yield (kilos sold / kilos incoming) is key [...] there are change-over constraints [...]
The Theory Of Constraints applied to Sales. Some companies suffer from a lack of activity, and we often hear: "The constraint is in the market." This phrase is often expressed as inevitable, even though it is often possible to pull internal levers to overcome this constraint. [....] hosted by Philip Marris and Etienne Lecerf, illustrates the application of the Theory of Constraints to Sales, or how to sell more in industries with a high product diversity, and presents simple tips and solutions to increase revenue. [....]
Client testimonial by Circor Aerospace & Defense Managing Director Frédéric Grehal, Raphael Ensinger and Michael Benmoussa. [...] The project durations were reduced, and the projects finished on time. The efficiency and throughput of the New Product Development also increased. Following the success of the pilot projects, they then rolled out the Critical Chain Way on their entire portfolio. ...

The following two-minute dialogue between Jeffrey Liker and British consultant John Seddon has caused a stir in the US, primarily for Seddon’s saying “…all this respect for people stuff is horseshit…” Note: For a video of the full 45-minute session from which it is excerpted, see Panel discussion – Lean Ísland 2012 (08). The third participant […]
Philip Marris's insight:
A 2013 post but still pertinent.
We take you inside Toyota Kirloskar Motor’s manufacturing plant in Bidadi, Karnataka, where the Toyota Production System (TPS) comes alive on the shop floor. Built on two core principles—Just-in-Time production and Jidoka (automation with a human touch)...

Practical demonstration of how the Theory of Constraints (TOC) can help you to improve your business. Three identical bottles of water flowing at different rates. The challenge is to maximize the flow through your bottleneck and to do it in a spirit of calmness. The Oiled Wheels approach gives you both simultaneously.
This is the original video by Arrie van Niekerk R.I.P. There are unfortunately now lots of illegal copies of this great video. Via Philip Marris

johnson's curator insight,
August 22, 2024 8:14 AM
https://epicpainmeds.com/product/buy-adderall-xr-online/ https://epicpainmeds.com/product/buy-ambien-10mg-zolpidem-online/ https://epicpainmeds.com/product/buy-amoxicillin-capsule-online/ https://epicpainmeds.com/product/buy-anavar-online/ https://epicpainmeds.com/product/buy-ativan-lorazepam-online/ https://epicpainmeds.com/product/buy-cialis-online/ https://epicpainmeds.com/product/buy-co-codamol-online/ https://epicpainmeds.com/product/buy-co-dydramol-online/ https://epicpainmeds.com/product/buy-codeine-online/ https://epicpainmeds.com/product/buy-concerta-online/ https://epicpainmeds.com/product/buy-darvocet-online/ https://epicpainmeds.com/product/buy-demerol-online/ https://epicpainmeds.com/product/buy-dexedrine-online/ https://epicpainmeds.com/product/buy-diazepam-injection-online/ https://epicpainmeds.com/product/buy-diazepam-online-2/ https://epicpainmeds.com/product/buy-dihydrocodeine-online-2/ https://epicpainmeds.com/product/buy-dilaudid-online/ https://epicpainmeds.com/product/buy-fentanyl-online/ https://epicpainmeds.com/product/buy-galenika-bensedin/ https://epicpainmeds.com/product/buy-hydrocodone-online/ https://epicpainmeds.com/product/buy-ketamine-online-2/ https://epicpainmeds.com/product/buy-morphine-sulfate-online/ https://epicpainmeds.com/product/buy-opana-oxymorphone-online/ https://epicpainmeds.com/product/buy-oramorph-oral-sollution/ https://epicpainmeds.com/product/buy-oxycodone-online/ https://epicpainmeds.com/product/buy-pregabalin-online/ https://epicpainmeds.com/product/buy-rivotril-clonazepam-online/ https://epicpainmeds.com/product/buy-suboxone-online/ https://epicpainmeds.com/product/buy-temazepam-online/ https://epicpainmeds.com/product/buy-valium-online/ https://epicpainmeds.com/product/buy-vyvanse-online/ https://epicpainmeds.com/product/buy-xanax-online/ https://epicpainmeds.com/product/buy-zopiclone-online/ https://epicpainmeds.com/product/caluanie-muelear-oxidize/ https://epicpainmeds.com/product/keto-bullet/ https://epicpainmeds.com/product/matcha-slim/ https://epicpainmeds.com/product/promethazine-cough-syrup/ https://epicpainmeds.com/product/rhino-gold-gel/ https://epicpainmeds.com/product/simpla-360/ https://alphamedspharma.com/product/buy-adderall-xr-online/ https://alphamedspharma.com/product/buy-ambien-10mg-zolpidem-online/ https://alphamedspharma.com/product/buy-amoxicillin-capsule-online/ https://alphamedspharma.com/product/buy-anavar-online/ https://alphamedspharma.com/product/buy-ativan-lorazepam-online/ https://alphamedspharma.com/product/buy-cialis-online/ https://alphamedspharma.com/product/buy-co-codamol-online/ https://alphamedspharma.com/product/buy-co-dydramol-online/ https://alphamedspharma.com/product/buy-codeine-online/ https://alphamedspharma.com/product/buy-concerta-online/ https://alphamedspharma.com/product/buy-darvocet-online/ https://alphamedspharma.com/product/buy-demerol-online/ https://alphamedspharma.com/product/buy-dexedrine-online/ https://alphamedspharma.com/product/buy-diazepam-injection-online/ https://alphamedspharma.com/product/buy-diazepam-online-2/ https://alphamedspharma.com/product/buy-dihydrocodeine-online-2/ https://alphamedspharma.com/product/buy-dilaudid-online/ https://alphamedspharma.com/product/buy-fentanyl-online/ https://alphamedspharma.com/product/buy-galenika-bensedin/ https://alphamedspharma.com/product/buy-hydrocodone-online/ https://alphamedspharma.com/product/buy-ketamine-online-2/ https://alphamedspharma.com/product/buy-morphine-sulfate-online/ https://alphamedspharma.com/product/buy-opana-oxymorphone-online/ https://alphamedspharma.com/product/buy-oramorph-oral-sollution/ https://alphamedspharma.com/product/buy-oxycodone-online/ https://alphamedspharma.com/product/buy-pregabalin-online/ https://alphamedspharma.com/product/buy-rivotril-clonazepam-online/ https://alphamedspharma.com/product/buy-suboxone-online/ https://alphamedspharma.com/product/buy-temazepam-online/ https://alphamedspharma.com/product/buy-valium-online/ https://alphamedspharma.com/product/buy-vyvanse-online/ https://alphamedspharma.com/product/buy-xanax-online/ https://alphamedspharma.com/product/buy-zopiclone-online/ https://alphamedspharma.com/product/caluanie-muelear-oxidize/ https://alphamedspharma.com/product/keto-bullet/ https://alphamedspharma.com/product/matcha-slim/ https://alphamedspharma.com/product/promethazine-cough-syrup/ https://alphamedspharma.com/product/rhino-gold-gel/ https://alphamedspharma.com/product/simpla-360/ https://goethe-zertifikat.com.de/telc-zertifikat/ https://goethe-zertifikat.com.de/osd-zertifikat/ https://goethe-zertifikat.com.de/testdaf-zertifikat/ https://goethe-zertifikat.com.de/goethe-zertifikat-b1/
|





