There are different ways to calculate an OEE. I know of at least three different ways. However, some of them are easier and more practical than others. Maybe you have seen a formula similar to OEE = A x P x Q. I see this formula often, but for me it is a very impractical way to calculate the...
Is 'TLS' – the integration or combination of TOC (T) with lean (L) and six sigma (S) – a good idea? What does it mean exactly? How do they reinforce each other? What are the incompatibilities? What are the case studies? Is it an opportunity or a threat for the TOC movement? Industrial improvement efforts over the past 20 years have been handicapped by quarrels concerning the relative merits of the different approaches and of the supposed incompatibilities or fundamental differences among them. TLS considers, on the contrary, that we should seek to combine them thereby creating a system that contains the best aspects of each movement. By Philip Marris
Today, many industrial companies are considering the reorganization of their workshops, the relocation of equipment, or significant investments aimed at expanding capacity and reinforcing operational capabilities. Whether the project involves a full redesign, the deployment of a new production line, or the transfer of assets from one site to another, such transformations require disciplined planning and precise execution.
These initiatives often involve major constraints: moving heavy machinery, coordinating infrastructure works, aligning internal and external stakeholders, and, […] all under highly compressed timelines. In many situations, every hour matters, as interventions on production facilities frequently require production to be stopped or disrupted.
To address these constraints, manufacturers need a proven way to reduce project timelines, ensure the reliability of key stages, and limit deviations that could generate significant unplanned costs. […] It is with this in mind that Marris Consulting supports industrial sites facing this type of challenge, notably by leveraging Critical Chain Project Management. Derived from the Theory of Constraints, this approach […] During this webinar, Philip Marris explains how Marris Consulting deploys this method several times a year all over the world. […] The presentation combines the fundamental principles of the TOC and CCPM with feedback from assignments carried out in different sectors, including aeronautical parts manufacturing, chemical industries, medical devices and pharmaceutical production and logistics warehouses.
The long name of the Theory Of Constraints should be: the Theory Of Constraints and of the management of uncertainty. TOC has always included buffers to absorb uncertainty and variability. This is especially important in project Management (Critical Chain) where there is intrinsically a lot of uncertainty.
On July 21 2022 Taiichi Ohno was inducted in the Automotive Hall of Fame. Ohno, a Japanese engineer and former Toyota executive, helped establish the fabled Toyota Production System (TPS), which revolutionized not only the Japanese automotive industry, but global vehicle manufacturing as well. Chris Nielsen, executive vice president of product support and chief quality officer for Toyota Motor North America, attended the event in Detroit, saying: “TPS has not just transformed automotive manufacturing; its reach goes far beyond and knows no bounds in having a positive effect on society.
Test your knowledge of The Theory of Constraints! Do you know the basics of the approach first described in the bestselling the novel "The Goal" by Eliyahu Goldratt? Take the test! 10 questions. With fully explained answers.
Webinar presented by Philip Marris, CEO of Marris Consulting, and Theory Of Constraints and Lean expert, sharing his experience supporting numerous aerospace equipment manufacturers in their ramp-up projects.
Aeronautical OEMs: How to produce more despite a stressed-out Supply Chain. [...] Often singled out are the OEMs - Original Equipment Manufacturers -, who are struggling to keep up with the steep ramp up in demand. And the entire supply chain is impacted: lack of materials, but also often a lack of capacity and resources with rare skills. [...] This webinar provides you with the keys to successfully increasing production rates and delivery volumes, while simultaneously improving working conditions.
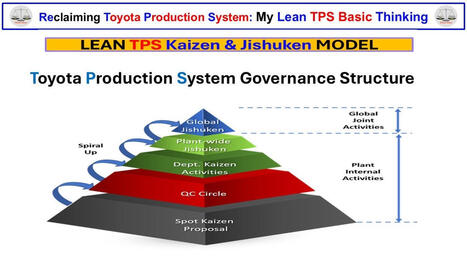
By the mid-1980s, Kaizen had been formalized, named, and exported as a standalone improvement practice. In that transition, Kaizen ceased to operate as a governed mechanism inside the Toyota Production System and began operating independently of the system that originally constrained and verified it
By the mid-1980s, Kaizen had been formalized, named, and exported as a standalone improvement practice. In that transition, Kaizen ceased to operate as a governed mechanism inside the Toyota Production System and began operating independently of the system that originally constrained and verified it
The "2 for 1" rule to reduce Work In Progress and accelerate flow. A webinar hosted by Philip Marris, the founder and CEO of Marris Consulting. [...] The "2 for 1" rule is very simple: a new unit (such as a production order, an order, or a project) can only be launched into the system if two units have been previously released (finished).
Stop starting and start finishing!
The emphasis is on completing activities already underway before starting new work. [...]
About the speaker: Philip Marris Philip started his Lean and Theory Of Constraints journey in 1984. He worked with Eliyahu Goldratt, the founder of TOC and author of the worldwide bestseller “The Goal”. He is also a recognized Lean expert and combines Lean (Manufacturing/Engineering/Management) with TOC. ...
An online conference of over 20 TOC oldies to speak about their time with Eliyahu Goldratt, and Eli’s impact on their lives. The link includes time stamping to go to a specific testimonial.
Operational excellence in the agri-food industry. A lot of the solutions proposed to improve operational excellence are aimed at the manufacturing industry. The specific constraints of the food industry are too often ignored. [...] Philip Marris presents how to adapt classical Operational Excellence to this industry, perspective supported by numerous missions in this industry over the past 20 years. [...] the products must remain fresh has historically forced these businesses to ensure good, rapid flow through their processes. [...] The factory type is nearly always a “V-Plant” with many more references of finished goods as there are different types of raw material. The classic pull flow control mechanisms such as Kanban will often be inapplicable. [...] For those industries that own the raw material (be it the apple trees or herds of cows) they are inexorably in a “push environment" where the challenge is to get the best margin from a given and uncontrollable quantity of incoming material. [...] The material yield (kilos sold / kilos incoming) is key [...] there are change-over constraints [...] In this webinar Philip Marris, with his wide-ranging experience of hundreds of different production environments and the experienced gained by Marris Consulting in the food industry shares his lessons learned and his recommendations.
Short, stand-alone stories inspired by the Theory of Constraints that reveal why systems fail despite smart people, hard work, and good intentions.
Over 100 stories that you can read in any order. 405 pages. A collection of short stories about systems that look busy, responsible, and well-managed—yet quietly fail to move toward their goal. Each story offers a moment of recognition where seeing differently matters more than working harder. These stories can be read in any order. You can pick and choose the ones that interest you or read them all.
The Theory Of Constraints applied to Sales. Some companies suffer from a lack of activity, and we often hear: "The constraint is in the market." This phrase is often expressed as inevitable, even though it is often possible to pull internal levers to overcome this constraint. [....] hosted by Philip Marris and Etienne Lecerf, illustrates the application of the Theory of Constraints to Sales, or how to sell more in industries with a high product diversity, and presents simple tips and solutions to increase revenue. [....]
In B2B sectors with a high product/customer mix, sales teams often face a paradox: a multitude of opportunities, but too little time, focus, and operational alignment to convert them. [....] it would be misleading to think that the responsibility for selling more only falls to sales departments [....] the joint responsibility of sales and operations to increase revenue. [....]
In this webinar, discover how: - The cluster analysis and the white space analysis reveal the [....] - Throughput accounting transforms pricing into [....] - Operations and Supply Chain can maximize [....] - Sales flow mapping clarifies the real constraint [....]
Client testimonial by Circor Aerospace & Defense Managing Director Frédéric Grehal, Raphael Ensinger and Michael Benmoussa. [...] The project durations were reduced, and the projects finished on time. The efficiency and throughput of the New Product Development also increased. Following the success of the pilot projects, they then rolled out the Critical Chain Way on their entire portfolio. ...
An official article from the Toyota Times about how Toyota got involved in growing and serving coffee (!)
The Thai Royal Family and the Toyoda family have long shared a deep bond. [...] I tasted the coffee from the café run by the Royal Family, and it was excellent. When I said I wanted to serve it at Toyota dealerships as well, I was told that bean production was not keeping up with demand.
So, I offered to use Toyota's know-how to help improve productivity.
Stemming from the Theory of Constraints, the Logical Thinking Process consists of a structured way of reasoning and a set of tools or processes to help executives and system managers to design their organizational strategy, to plan its deployment, to evaluate its effectiveness, and to make corrections as needed in the shortest possible time.
📅 Webinar : Theory Of Constraints in process Industries and V-plants.
👉 In many process industries — such as metallurgy, steel-making, foundry, plastics, and chemicals — industrial flows follow a V-shaped model: limited raw materials on the input side, but a wide diversity of products on the output side.
👉 This model, combined with highly capital-intensive environments and low-flexibility resources, makes operations management particularly complex.
Traditional approaches such as MRP quickly reach their limits, leading to well-known consequences: large batch production, excess inventory, lack of agility… and sometimes even a critical paradox — warehouses full of finished goods, yet dissatisfied customers.
This webinar offers a perspective on managing flows in V-shaped environments, based on real-world industrial experience.
🎯 Objective: gain better control over your flows to reduce inventory, improve customer service, and sustainably enhance overall operational performance.
In this special edition of the WLEI Podcast, [...] former product development executive Jim Morgan to explore the lasting impact of The Toyota Product Development System: Integrating People, Process, and Technology, the groundbreaking book he co-authored with Jeff Liker. Two decades after its release, the insights that revealed Toyota’s unique approach to product development remain a cornerstone for any organization striving to become a great product company.
This is my second post on the excellent Fendt Cabin Plant in Asbach-Bäumenheim, which impressed me a lot with their efficiency and general organization.In my... [...] As always, I tried to estimate the percentage of value-added time (i.e., what percent of the time the worker at the assembly line adds value, and what percentage of the time was wasted with walking, waiting, searching, transporting, and so on). The results positively surprised me. According to my estimation, their total value-adding percentage was 56%. While this would put the plant in the middle of all my observations, they had this for a takt time of 9 minutes (540 seconds). The longer the takt time, the more difficult it is to become efficient, and for this takt time, their efficiency sticks out quite a bit. They were also more efficient than their main plant for the tractor assembly in Marktoberdorf. Below is the plot of percentage value-adding time versus takt time, with the Fendt plant in Asbach-Bäumenheim highlighted.
TOC4Finland has invited Philip Marris, CEO of Marris Consulting and a renowned expert in the Theory of Constraints and Lean, to their next meeting in March 2026. This is the continuation of Philip Marris' collaboration with the TOC community in Finland that dates back to his first conference in Helsinki in 2017.
The event brings together several international experts who will present advancements in the use of the Theory of Constraints, particularly with Artificial Intelligence, and case studies of the implementation of the Theory of Constraints and Critical Chain:
1) Case study: How Goldratt's rules were implemented at Fingrid (electricity transmission system operator), by Rami Saajoranta (in Finnish)
2) Case studies: Goldratt's Rules of Flow and Critical Chain by Georgijs Buklovskis (in English)
3) Relevance of the Theory of Constraints when using AI, by Sari Torkkola (in Finnish)
4) Combining the Theory of Constraints and Lean: 1 + 1 = 3, by Philip Marris (in English)
The Critical Chain Conference is the leading event for professionals applying Critical Chain Project Management (CCPM) and the Theory of Constraints to improve project delivery.
Critical Chain Annual Conference - April 22nd, 2026. Critical Chain 2026 brings together practitioners and leaders for a focused, one-day online event dedicated to improving how projects are executed. The event features practitioner-led sessions, peer-level discussion, and applied insight centered on improving execution performance across complex project environments.
Today’s leading performance improvement methodologies are Lean (a systematic approach to eliminate waste), six sigma (a rigorous, data-driven process to eliminate defects), and constraints management (a.k.a. theory of constraints – a breakthrough methodology to identify and manage a system’s constraints). Proper integration of these methodologies results in a very structured, focused approach to process and performance improvement with system-level impact. ... the integration of lean and six sigma with constraints management often yields 10 to 20 times greater returns than by implementing lean and six sigma in isolation.
Mukhtar Kadiri the host of the "PM Therapy Podcast" invited Philip Marris to discuss the challenges of project management. This is an extract where they discuss the main reasons why projects are late. - The management of uncertainty - The local safety in individual tasks - The development of micro-management - The lack of reliable data on portfolio capacity - The hydraulic pressure solution used by most organizations - The chaos generated by trying to keep everybody busy.
TLS = Good TOC + Good Lean + Good Six Sigma. Presentation by Philip Marris at the Theory Of Constraints annual congress in Frankfurt. It is argued that TLS enables companies to improve faster and reach even higher levels of performance than using one of the elements alone.
Philip Marris manages 5 different permanent news websites: 1) (This one) TLS - TOC + Lean + Six Sigma 2) Theory of Constraints 3) Critical Chain Project Management 4) Théorie des Contraintes (in French) 5) Chaîne Critique (in French)
Bob Emiliani's bibliography. A different way of presenting Lean and why it has not been adopted widely.
Bob Emiliani's objective in writing books is to always be original and practical. Never write what others write about. No "me-too" books about Toyota, Lean tools, leadership, culture, etc.
To get content containing either thought or leadership enter:
To get content containing both thought and leadership enter:
To get content containing the expression thought leadership enter:
You can enter several keywords and you can refine them whenever you want. Our suggestion engine uses more signals but entering a few keywords here will rapidly give you great content to curate.







 Your new post is loading...
Your new post is loading...