Your new post is loading...
Your new post is loading...
Le flux unitaire est donc plus efficient que le flux par lot ! De plus, le client peut disposer de la première enveloppe au bout de 13 secondes alors qu’il doit attendre plus de 3′ en flux par lots. A l’échelle d’un processus industriel classique, le seul moyen d’avoir des délais de livraison courts serait de faire du stock. Entre les stocks d’en-cours (les « tas ») et les stocks de produits finis nécessaires, ça fait beaucoup de trésorerie mobilisée.
Par ailleurs le flux unitaire apporte également l’avantage important de repérer rapidement tout défaut de qualité. Au lieu d’attendre qu’un tas passe à l’étape d’après, on voit immédiatement s’il y a un problème et on réagit tout de suite.
La photo de cet article représente une extrudeuse à flexibles vue dans une usine d’un pays émergent. Elle me semble illustrer parfaitement une approche qui convient bien à beaucoup d’entreprises : investir au plus simple, au moins coûteux et au plus efficient.
Il faut du temps, beaucoup de temps
Durant la visite, le responsable du lean management a également attiré notre attention sur le fait « qu’il faut 5 à 10 ans pour que les gens changent vraiment » et donc avant que les pratiques et comportements deviennent vraiment durables.
C’est aussi ce qu’affirment d’autres personnes, telles Karen Martin (voir les documents de son excellente téléconférence du 3 mai 2012, en anglais, dans les sources citées en dessous de cet article). Partant du principe que « nous devons améliorer notre manière d’améliorer », Karen martin explique que la maîtrise totale requière beaucoup de pratique. Tous les grands sportifs et les grands artistes s’entrainent énormément. A la question combien d’heures d’entrainement, elle répond : 10 000 h, soit environ 10 ans de travail intensif !
Elle poursuit en expliquant qu’il faut beaucoup de discipline pour pratiquer autant. Il s’agit de travailler dur, non pas pour corriger des faiblesses mais dans le but de devenir meilleur.
En attendant de voir le résultat de notre travail acharné pour s’améliorer individuellement et collectivement, il faut donc être vigilant et entretenir, cultiver les bonnes pratiques et les bons comportements qui ne sont pas totalement ancrés dans chacun des équipiers.
Standardiser, ce n’est pas décrire des pratiques
On croit trop que standardiser c’est écrire ce qui se passe. La conséquence, c’est qu’on confie à quelqu’un qui « sait écrire » la réalisation dudit standard. C’est souvent le responsable Qualité : il a l’habitude d’écrire et est au courant des exigences de forme pour le type de document à réaliser.
Je pense que standardiser, c’est communiquer la bonne information à ceux qui font, pour éviter les dérives, voire les erreurs. Ca suppose que cette communication ait au moins ces trois caractéristiques :
Elle est ompréhensible (dans le langage du destinataire) ;
Elle donne envie d’être entendue (porte sur des sujets qui intéressent les destinataires, donc sur des points sur lesquels ils ont des doutes, ou sur lesquels ils ont déjà rencontré des problèmes).
Elle donne envie d’être respectée : si quelqu’un doit changer ses pratiques, il vaut mieux qu’il soit convaincu que c’est utile.
Le meilleur moyen de faire ça, c’est de faire créer les standards par ceux qui les mettent en oeuvre.
Comment réaliser de « bons » standards ?
Ce sera l’objet d’un article à venir. Il y sera question des sujets suivants :
Comment identifier les meilleures pratiques ?
Comment faire réaliser un standard par l’équipe qui va le mettre en œuvre, pas par un responsable qualité ou autre personne extérieure au poste.
Quels moyens autres que l’écrit pouvons-nous utiliser pour un standard
J’espère aussi que j’aurai l’occasion de dire pourquoi un standard n’est JAMAIS réalisé pour que n’importe qui puisse réaliser une tâche à la place du titulaire habituel !
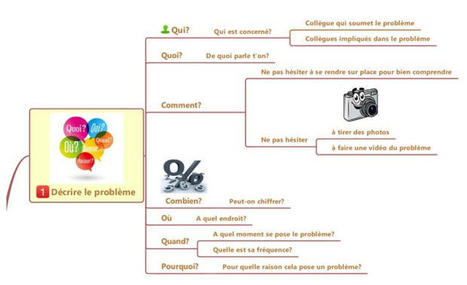
Christelle BELLEC m’a communiqué début juillet la carte mentale qu’elle a réalisé pour synthétiser le processus de résolution de problème qu’elle met en oeuvre dans son entreprise depuis quelques mois. Christelle m’a autorisé à diffuser ce document auprès des lecteurs de ce site internet.
Ces 6 règles, proposées par Yves Morieux et Peter Tollman du Boston Consulting Group (cabinet de conseil en stratégie) dans leur ouvrage « Smart Simplicity« , sont : - Comprendre ce que font vraiment vos équipes ;
- Renforcer les intégrateurs ;
- Augmenter la quantité totale de pouvoir ;
- Accroître la réciprocité ;
- Étendre l’ombre du futur ;
- Récompenser ceux qui coopèrent.
Je vous invite à lire cet ouvrage ou à regarder cette conférence d’Yves Morieux, pour découvrir l’argumentaire. La trinité « Mesure / Responsabilité / Clarté » est accusée de faire dérailler le fonctionnement des organisations, dans un modèle de management obsolète. Les auteurs mettent en cause en particulier le détail dans la modélisation de processus, la mesure d’indicateurs de performance et le middle management.
Au contraire, le système nerveux des équipes, et donc la coopération, est le levier essentiel pour réussir. Préserver le flou permet même de faire jouer l’intelligence des acteurs sur le terrain aux passages de relai (métaphore souvent utilisée par Yves Morieux).
La performance se fonde aujourd’hui sur la motivation, dont les 3 piliers sont : - Le sens (ou pertinence),
- La maîtrise (ou les moyens à disposition),
- L’autonomie.
Les équipes sur le terrain ont besoin d’autonomie décisionnelle, de maîtrise sur les moyens, et de la perception du sens de leurs activités pour contribuer efficacement aux missions de l’entreprise.
The Gold Mine est le premier épisode de la trilogie rédigée par Michael et Freddy Ballé sur le sujet de la mise en œuvre du Lean Management. Tout comme les deux autres épisodes (The Lean Manager et Lead With Respect) il s’agit d’une fiction. Lorsqu’on a demandé à Michael les motifs derrière ce choix du Business Novel pour écrire sur le Lean, il a expliqué qu’il s’agissait selon lui de la forme de la plus adaptée pour « mettre en valeur la dimension pratique du Lean en l’inscrivant dans un contexte précis. »
Mais selon nous, la vertu principale de cette perspective rédactionnelle est sa capacité à donner corps à la notion d’apprentissage. Car The Gold Mine est avant tout un roman d’apprentissage, l’apprentissage d’un dirigeant au pied du mur alors que son entreprise traverse des difficultés importantes.
"Le Gold Mine, un récit lean" est désormais un classique. A la fois manuel et roman, ce livre met en lumière un principe essentiel du Lean : les personnes avant tout.
Ce guide gratuit, rédigé par des praticiens expérimentés, vous aidera à démarrer la mise en œuvre de trois techniques lean fondamentales pour améliorer vos pratiques agiles :
identifier plus finement les développements nécessaires pour résoudre vraiment le problème de vos clients ;
créer un environnement visuel qui emmène toute votre équipe dans l'amélioration continue ;
trouver les améliorations qui font la différence, par une démarche structurée de résolution des problèmes.
Chaque pratique est illustrée d'exemples concrets, et accompagnée d'une checklist pour démarrer du bon pied.
Alors qu'attendez-vous ?
Henrik Kniberg discusses the journey to writing his latest book "Lean from the Trenches", the translation of the Agile Manifesto as well as his recent travels and Lean Startup projects.
Ils n’ont, pour l’instant, jamais tiré d’andon et leurs bacs rouges (=bannettes à problèmes) sont toujours vides… Comme s’ils n’avaient aucun problème.
Pourtant, deux éléments cités plus haut sont, eux, révélateurs du fait que les collaborateurs auraient eu des occasions de tirer l’andon :
Le lead time (ou délai de livraison que l’on fait subir au client) : pour mon équipe, les estimations de temps de développement sont systématiquement dépassées, voire doublées. C’est un signe clair qu’au moins un collaborateur a rencontré un ou plusieurs obstacles dans son développement (ou que les estimations sont fausses, mais cette hypothèse a été éliminée). Une résolution de problème nous a permis de cerner le sujet (pour en savoir plus sur la résolution de problèmes, visionnez ce webinaire).
Dans cette équipe, il s’agit, en résumé, d’un sujet de spécification incomplète (spécification = description de ce qu’il faut coder). Qu’avons-nous fait ? Nous avons établi une check-list qui permet de s’assurer que la spécification contient les bonnes informations avant de commencer un développement ; cela permet d’identifier les cas dans lesquels la situation est normale ou anormale.
le « smiley rouge » ou stress du collaborateur : la mesure systématique de la qualité de vie au travail (QVT) des collaborateurs permet aussi de révéler des obstacles. En effet, lorsque l’on mesure la QVT, un collaborateur en difficulté s’identifiera avec un « smiley » rouge. Et la présence d’un « smiley » rouge nécessite de tirer l’andon. Pour fonctionner, ce sujet doit être pris très au sérieux et le moindre élément remonté doit faire réagir le manager qui va alors rechercher une solution pour et avec le collaborateur concerné.
Dans le cas de notre équipe, l’un des premiers sujets que nous avons traités avec le team leader est celui d’un collaborateur qui n’arrivait pas à accéder à une application essentielle lorsqu’il se trouvait devant son PC.
Comme le montrent ces exemples, l’andon est un excellent outil pour l’apprentissage et l’amélioration mais il nécessite que ses conditions d’utilisation :
1/ soient acceptées par l’ensemble de la chaîne de management,
2/ soient construites, apprises et pratiquées en équipe.
Et chez vous, dans quel cas un coéquipier doit-il tirer l’andon ? Et comment réagit son manager ?
Une courbe d'apprentissage est une représentation graphique de l'apprentissage avec l'expérience. Cette courbe décrit notamment la relation entre la production cumulée d'une entreprise et les quantités de facteurs nécessaires pour produire chaque unité. Une règle informelle dit que " lorsqu'on double son expérience industrielle, on arrive à réduire ses coûts de 30 % ".
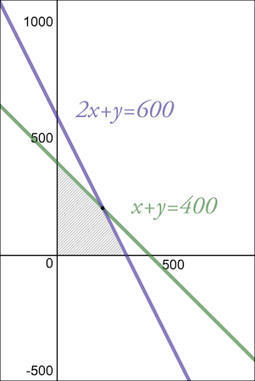
La programmation linéaire est une méthode d’optimisation permettant de déterminer la solution optimale à un problème mathématique formulé avec des équations dites linéaires. La programmation linéaire est largement utilisée dans la recherche opérationnelle, qui est l'ensemble des méthodes et techniques orientées vers la recherche du meilleur choix dans la façon d'opérer, en vue d'aboutir au résultat visé ou au meilleur résultat possible. Elle est aussi utilisée dans la gestion d’entreprise pour de la planification, de la production, le transport ou dans la R&D. Bien que les problèmes de gestion modernes soient en constante évolution, la plupart des entreprises cherchent et continueront à chercher à maximiser leurs profits en minimisant les coûts. En utilisant la programmation linéaire, beaucoup de problèmes peuvent être formulés et résolus de manière optimale.
|
Dans l’entreprise A, des cadres expérimentés se réunissent plusieurs fois et dessinent un plan très précis de leur projet. Ils en parlent ensuite aux personnes de l’atelier dans des réunions d’une vingtaine de personne. Le Directeur de Production montre le nouveau plan aux employés et leur demandent ce qu’ils en pensent. Il y a peu de réponses, les gens disent que ça a l’air bien. L’implantation est réalisée pendant la fermeture de l’usine.
Dans l’entreprise B, des cadres dessinent la trame de ce qu’ils imaginent. Ils décident de réaliser des simulation à échelle 1 sur leur très grand parking. Munis de rouleaux de scotch pour représenter les espaces et les matériels, ils représentent leur trame au sol. Ils demandent ensuite aux employés concernés de venir essayer la nouvelle configuration et de donner leur avis. Les employés soulèvent de nombreux problèmes et, tous ensemble, ils essaient des configurations différentes jusqu’à ce que les solutions les meilleures soient trouvées. La nouvelle implantation est réalisée par les employés eux-mêmes.
A votre avis, quelle est la nouvelle implantation qui a généré le moins de problèmes de démarrage ? quelle est celle dans laquelle les employés ont eu très envie de laisser leurs responsables se débrouiller avec toutes les difficultés rencontrées ?
La morale de cet exemple est triple :
Le management participatif ne consiste pas seulement à demander leur avis à des subordonnés. Il faut au préalable mettre les gens en conditions de comprendre la situation et critiquer, compléter sans risques.
On est plus motivé si on participe à la conception du changement. On y adhère et on cherche des solutions à tous les problèmes qui n’ont pas été anticipés.
Mieux vaut « trystormer » que « brainstormer » !
Des Frawley, Athletics Carnival, BrisbaneEt cerise sur le gâteau, c’est très amusant de travailler en équipe pour apprendre comment les flux de nouveaux processus peuvent fonctionner, de travailler avec des maquettes qu’on peut déplacer et modifier à volonté, de redécouvrir chaque individu du groupe !
Le seul inconvénient d’essayer est qu’on prend le risque de l’échec. C’est souvent la peur de l’échec qui prolonge la phase de préparation et retarde la mise en œuvre.
On comprend bien que l’échec est cependant beaucoup plus grave si on passe sans transition de l’idée à la mise en œuvre effective sans essais et ajustements préalables. Il nous faut donc passer sans attendre aux essais et simulations.
Selon moi, si le Lean s’appelle le Lean c’est qu’il oblige les managers à sortir de leur bureau et à arpenter le plancher de production pour résoudre les problèmes. Ainsi, ces derniers ne ressentent plus le besoins d’aller au fitness après le boulot et en arrivant chez eux expliquent à leur conjoint(e) qu’ils ont fait du Lean toute la journée. Voilà aussi pourquoi le terme Lean est un terme utilisé essentiellement par les managers et inconnus sur les planchers de production…
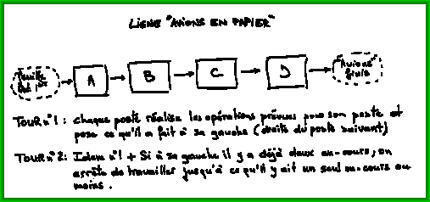
Notre objectif dans l’article d’aujourd’hui, c’est de montrer qu’il FAUT étudier le passage entre deux postes successifs et que c’est là que se joue la rentabilité du processus ET son impact sur le stress au travail. Voyons donc ce que vont faire nos deux équipes concurrentes.
Nous avons annoncé que l’équipe gagnante sera celle qui aura réalisé le plus d’avions conformes et finis à la fin de deux tours de jeu. Ça c’est pour stimuler l’envie d’aller vite et de faire bien ! En réalité, notre objectif est de faire réfléchir le groupe aux meilleures pratiques d’organisation d’une ligne de production.
Ceux qui sont focalisés sur le coût de main d’oeuvre se tromperont et diront que ce n’est pas parfait car on voit des gens attendre « sans rien faire » avant que leur voiture arrive. C’est faux puisque l’unique rôle de ces gens est d’assurer que la voiture n’attendra pas, et c’est bien ce qu’ils font.
Les autres, qui visent la perfection, auront raison et diront que ce n’est pas parfait car la perfection, c’est « pas d’arrêt au stand » et continueront sans répit à améliorer pour tendre vers cet objectif impossible. Impossible ?
L’entreprise a mis en œuvre 4 solutions simples qui ont réduit le stress de tous :
– Une zone de produits finis avec du « management visuel ». Chacun peut voir où en sont les commandes de la semaine (retard ou pas).
– Un planning avec toutes les commandes (hors commandes à délais très courts). Le planning prévoit toutes les opérations à réaliser, sous-traitance inclue. C’est un planning visuel, que chacun peut voir, comprendre et ajuster.
– La date de fin d’opération est clairement indiquée sur l’ordre de fabrication reçu par l’opérateur. C’est lui qui ordonnance son poste en fonction de ses impératifs.
– Un suivi du taux de service (commandes expédiées dans les délais initialement prévu) et une réunion hebdomadaire pour faire le point sur cet indicateur et suivre les actions d’amélioration engagées.
L’amélioration est toujours en cours, elle se fait progressivement. Tous indiquent déjà que les choses sont plus claires, ils ont moins peur qu’on leur reproche soudainement d’être en retard, qu’on leur dise brutalement qu’il faut faire ceci à la place de cela et faire vite, vite, vite.
La clarté est un élément essentiel de la lutte contre le stress au travail. Lorsque chacun sait où il en est, il n’a pas à se demander ce qui va lui tomber dessus. Il peut anticiper les problèmes (s’organiser à son poste ou en parler avec son responsable). Chacun devient maître des problèmes au lieu de les subir.
En plus des 4 questions qui pourront vous aider à trouver le chemin du vrai Lean, un cinquième critère en cadeau ! Le vrai Lean (comme l’agile d’ailleurs) impose rigueur et respect du Toyota Production System (le système de production) ET du Toyota Way (système de management). En effet, le Jidoka, le Just-In-Time, les standards, le Kaizen, le respect des personnes (et d’autres) forment un système interconnecté.
Je vous invite à lire Lean, dogmatique ou exigeant pour percevoir la rigueur du système !
Je vous livre ce que j’en retiens :
Tout d’abord, la réussite d’une démarche Lean repose sur deux piliers : la mise en place d’un système de production adapté et d’un système managérial inclusif.
Système de production adapté :
La performance est liée au bon fonctionnement des processus -> il convient donc d’étudier ses processus afin de détecter toutes les sources de gaspillages.
La qualité est un paramètre clé à maîtriser sous peine d’avoir des répercussions sur le coût des produits commercialisés. Des outils tels que le JIDOKA, l’ANDON ou le POKA YOKE peuvent aider.
L’état des stocks permet de juger de l’efficacité d’un processus. Produire en flux tiré permet de ne produire que ce dont le client a besoin et ainsi d’éviter une surproduction.
Système managérial inclusif :
La compréhension des processus et la capacité à identifier la valeur produite impliquent une connaissance du terrain. Le gemba permet d’aller à la rencontre des opérationnels et de comprendre ce qui les empêche de créer de la valeur.
La performance passe par le développement des équipes : les responsabiliser, leur donner le temps et la confiance nécessaires pour résoudre les problèmes permet de créer un cercle vertueux.
Après avoir vu les 3 principes fondamentaux, analysons les 7 concepts qui réfèrent aux 7 méthodes Kaizen qui transforment la philosophie Kaizen en une méth
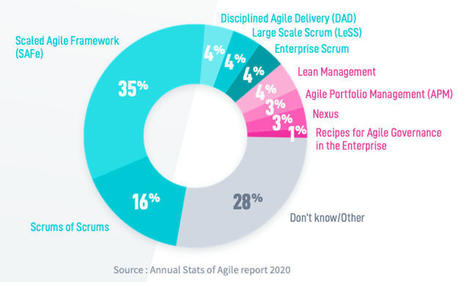
Comment choisir son framework d'agilité à l'échelle ? Voici la quatrième question de notre série Q&A sur l'agilité à l'échelle et SAFe.
Découvrez les 3 circonstances qui rendent un management visuel, non seulement inutile, mais parfois contre-productif.
Inutile, contre-productif, mais sous quel pont Madame ? Sous les trois ponts suivants : celui du delivery, celui du processus, et le plus important, celui des collaborateurs.
Pour savoir si vous faites face à un management visuel inutile, posez (vous) ces trois questions.
On peut ainsi envisager que les plus grosses occasions de réduction de coûts et de délais se trouvent à l’extérieur de l’entreprise. Voici un aperçu des résultats qui pourraient être atteints après l’implantation d’une approche efficace de collaboration client-fournisseur : - Réduction des niveaux de stock de l’ordre de 30 % à 50 %;
- Réduction des délais d’approvisionnement d’au moins 25 %;
- Augmentation de la performance des livraisons à temps de 30 % à 40 %;
- Réduction des coûts reliés à l’expédition de 30 %;
- Réduction des arrêts de production en raison du manque de matières premières;
- Réduction des coûts et des délais de développement de produit.
FREE E-BOOKS > Shmula Guide to the Toyota 7 Wastes This eBook is 26 pages long and explains the 7 Wastes and shows examples in various industries such as Human Resources, Paid Search Marketing, Healthcare, Medical Records, Environment, and others. Includes Observation Form. 5s Workplace Organization eBook Training5S is considered a first step to […]
|